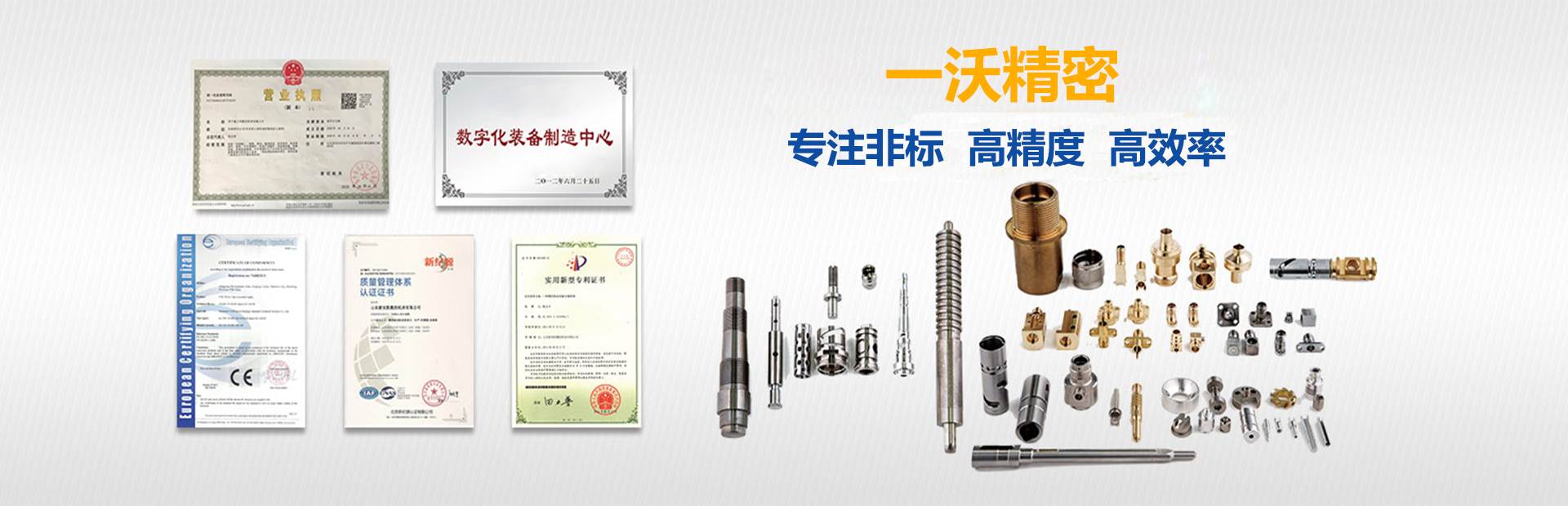
每个行业,都有一种灵魂,叫“工匠精神”。那是一种令人肃然起敬的气质:精益求精,一丝不苟,严谨、耐心,专注,坚持,创新,敬业。而一沃的工匠精神的目标是CNC加工生产本行业精工产品,让品质上乘的一沃精密能够走进各行各业。诚信正直,务实创新,全过程控制,快速响应客户需求,为客户提供来图来样加工生产,并与客户签订资讯保密协议,切实保障客户的知识产权。
精密度
表面粗糙度
盐雾测试
 电话咨询
电话咨询
 需求沟通
需求沟通
 设计打样
设计打样
 样板确认
样板确认
 下单生产
下单生产
 质检出货
质检出货
 售后服务
售后服务
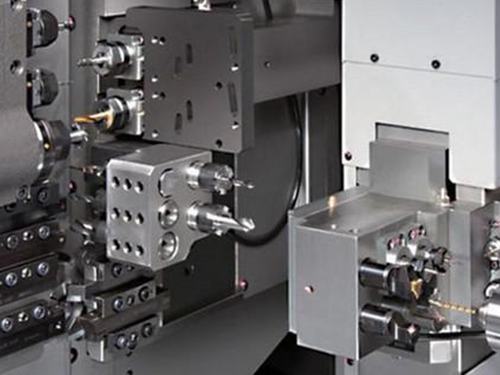
配套设备64台,一次成型,保证产品精密度
总经理本人有多年行业经验,获高级工程师资质多年,团队成员平均10多年工作沉淀,定期专项技术培训,人员稳定。
配备生产设备CNC加工中心42台,其中日本发那科CNC 14台,台湾CNC 20台,国产CNC 8台,包含有五轴CNC有 1台,四轴CNC有20台;数控车床 1台,普通车床1台,立式铣床3台,平面磨床3台,数控锯床2台,快走丝线割机2台,全面满足您的定制需求。
配备检测设备10台,海克斯康三坐标测量仪 1台, 影像测量仪 2台,测高仪3台,数显千分尺,数显高度计,精密块规等检测设备,一步到位,减少过程等待时间,保证产品精密度。
行业经验
配套加工生产设备
精密度检测设备


专注精密零件非标定制

苏州走心机加工.上海走心机加工.昆山走心机加工.太仓走心机加工.无锡走心机加工.苏州一沃精密五金有限公司
了解详情
上海走心机加工.苏州走心机加工.昆山走心机加工.太仓走心机加工.无锡走心机加工苏州一沃精密五金有限公司
了解详情
上海走心机加工.苏州走心机加工,昆山走心机加工.太仓走心机加工.无锡走心机加工一沃精密五金有限公司
了解详情精工细作,匠心精神,一沃值得您信赖
总公司高级工程师资质多名,获得多项国家实用新型专利证书,带领团队不断攻克零件精密难题;
团队工程师均有多年以上经验,技术娴熟人员稳定,满足不同精密零件定制需求;
每一道工序都有流程卡记录,出现问题均可追溯,并能及时改进;
原材料质量控制,根据客户指定的材料采购,并提供材质证明;
根据图纸标注的尺寸进行质检,公差±0.005,并提供出货报告;
收到图纸后,每一个环节工程师会出具一个工艺流程,保证产品与实际需求相吻合;
根据图纸实际使用情况, 工程师会及时对产品结构设计提出优化建议,降低制造成本;
直接提供产品设计打样修改方案服务,1-3天打样,3-5天出货
带您了解精密零件的奥妙

前面提到过,数控走芯机和数控走刀最大的不同在于加工时,Z轴向数控走刀机是刀具前后移动,而数控走芯机加・・・【详情+】
走心・・・【详情+】

所谓走心机加工夹具・・・【详情+】

非标定制,匠心精神
细微之处 彰显精工专注新能源精密零件非标定制苏州一沃精密五金有限公司是一家民营科技企业,位于苏州市,主要从事新能源端子精密零件的开发,生产和销售,产品涵盖铝合金精密零件,铁镍合金(INVAR, KOVAR)精密零件,不锈钢精密零件,无氧铜精密零件,以及电子组装生产线上的各种精密治具等。公司拥有数控加・・・
了解详情